









 浅谈双盘弯头安装注意要点以及熔炼工艺要求
浅谈双盘弯头安装注意要点以及熔炼工艺要求{一}、浅谈双盘弯头安装注意要点
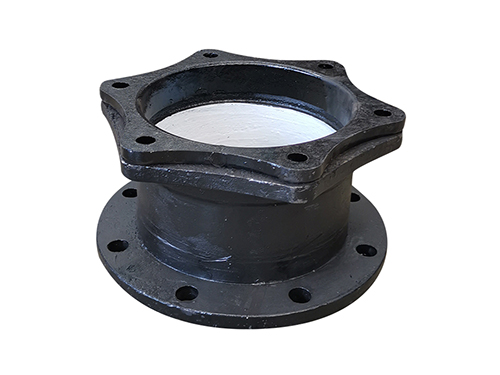
双盘弯头是双盘弯头的一种,质量上要求双盘弯头的球化等级控制为1-3级(球化率>80%),因此资料自身的机械功能得到了较好的改进,具有铁的实质、钢的功能。退火后的双盘弯头,其金相安排为铁素体加少数珠光体,机械功能杰出,防腐功能优异、延展功能好,密封作用好,装置简易、主要用于市政、工矿企业给水、输气,输油等。双盘弯头装置时需要留意的问题。
1.胶圈应在承口槽内放正,并用手压实。
2、当管子需截短后再装置时,插口端应加工成坡口形状。
3、在曲折段运用管道接口的借转角装置时,应先将管子沿直线装置,然后再转至要求的视点。在装置过程中须在弧的外侧用小木块将已铺好的管身撑稳,以免位移。
4、装置过程中,定管、动管轴心线要在一条直线上,不然简单将胶圈顶出,影响装置。
5、管道装置要平,管子之间应成直线,有歪斜时,应从低处向高处铺设,将承口向着高的方向。
6、将衔接管道的接口对准承口,坚持刺进管段的平直,用单根钢丝绳一次刺进至标线,若刺进阻力过大,切勿强行刺进,以防橡胶圈歪曲。
7、管道装置和铺设工程中止时,运用其盖堵将管口关闭,防止土砂等杂物流人管道内。
8、试压前应在每根管子的中间部位适当的覆土。
{二}、球墨铸铁熔炼工艺要求
(1)出炉温度高铬铸铁的熔点比一般铸铁高,约为1200℃,出炉温度约为1500℃,熔炼选用中频感应电炉。(2)炉衬采用酸性或碱性炉衬均可,炉衬的配比、打结、烘干和烧结均按常规工艺进行。
(3)球墨铸铁件装料一般按正常顺序加料,先将灰生铁、钼铁等难熔铁合金装入炉底,而后将废钢等按照下紧上松的原则装填(有助于塌料)。
(4)送电熔化将电炉功率调至较大进行熔化,由于Cr的熔炼损耗较大(约5%~15%),故铬铁应在较后加入,通常是待废钢全部熔化后加入烤红的铬铁。
(5)脱氧待金属炉料全部熔化并提温至1480℃后,再加入锰铁、硅铁及铝进行脱氧。
沧州兴源铸业有限公司(http://www.xingyuanzhuye.com)主营多种不同型号的K型伸缩甲管、全盘三通、承插变径,产品用于大中小型企业,如化工、电业、冶金等。竭诚欢迎各界人士的指导合作






