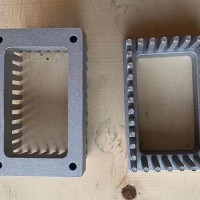





铝合金压铸的注意事项。
1、铝合金压铸加工要考虑脱模的问题。
2、考虑铝合金压铸壁厚的问题,厚度的差距过大会对填充带来影响。
3、在结构上尽量避免出现导致模具结构复杂的结构出现,不得不使用多个抽芯或螺旋抽芯。
4、有些压铸件外观可能会有特别的要求,如喷油。
5、设计时考虑到模具问题,如果有多个位置的抽芯位,尽量放两边,较好不要放在下位抽芯,这样时间长了铝合金压铸下抽芯会出现问题。

 铝铸件低压铸造原理以及应用发展
铝铸件低压铸造原理以及应用发展[一]、铝铸件低压铸造原理
低压铸造工艺是归属于反重力铸造的一种特种铸造工艺,就其气压而言,介于压力铸造和重力铸造之间,是物理学中巴斯葛原理在铝铸件生产领域的具体应用。
低压铸造工艺的开发是为了解决重力铸造过程中浇注系统充型和补缩之间的矛盾。
在重力铸造中,一般采用底注式浇注系统以使合金液在充型过程中平稳,避免卷气、夹杂等现象,因此型腔内的温度场并不利于冒口对铝铸件补缩。而低压铸造则巧妙利用气压使合金液自下而上充型、自下而上补缩,从而解决了这一难题。
在装有合金液的柑锅空腔中通入干燥的压缩空气,作用在保持一定温度的合金液面上,使增锅和型腔内气相形成一定的压力差,这样使得合金液在较低的气压下自下而上的充填铸型,在始终保持铸型温度和气压梯度的一致性条件下,合金液从升液管上升,沿着升液管自下而上地经过浇注系统平稳地充入铸型,待合金液充满型腔后,增大充气压力,使得型腔内的合金液在较高的压力下结晶凝固;然后卸除密封容器内的气压,让升液管和浇注系统内尚未凝固的合金液在重力的作用下重新回到柑竭内。至此,一次完整的低压铸造工艺浇注过程完成了,再经过脱模取件获得所需要的铝铸件。
由于低压铸造工艺所生产的铝铸件是在较高的压力下结晶凝固的,所以铝铸件的内部质量、尺寸精度、力学性能都得到了明显的提高。
[二]、铝合金压铸件在汽车上应用的发展
随着汽车行业的不断发展,铝合金压铸件在汽车上的应用也越来越广泛,但是目前我国汽车工业中所使用的铝制零部件还较少,这与我国汽车工业的发展尤其是与当前汽车生产的发展形势很不协调,因此,加速铝合金压铸件在国产汽车中的开发和应用具有十分重要的意义。
采用铝合金代替铸铁来生产汽车零件的历史较早可追溯到20世纪40年代。铝合金进气管和气缸盖,并开始少量生产。50年代,低压铸造技术生产了汽车用铝合金压铸件。与此同时,对低压铸造技术作了进一步改进,生产出了结构复杂的铝合金零件。也开始大量生产轿车用压铸铝件,如空冷缸盖、曲轴箱、发动机后盖等。60年代以后,由于高压压铸技术的发展,以铝合金为主的轻金属在汽车中的应用大幅增加,奠定了现代汽车工业广泛采用铝合金压铸件减轻汽车自重的基础。
近20年来,世界汽车工业中铝合金压铸件的应用在不断增加,据统计,全世界铝合金压铸件的总产量每年按3%以上的速度增长,而在铝合金压铸件的总产量中,有60%一70%的铝合金压铸件应用于汽车制造,使得世界铝合金压铸件的生产和应用与汽车制造业的发展产生了密切的联系。汽车工业中铝合金压铸件应用的发展又以较为突出。在70年代初,许多汽车公司就开展并扩大铝合金在汽车发动机上应用的研究,开始广泛采用铝合金压铸件代替铸铁来生产进气管、气缸盖,并开始少量生产铝制发动机。
泊头市瑞泰压铸件有限公司(http://www.ruitaiyazhu.com)各种型号铝合金铸件、锌合金压铸件、压铸模具生产车间一个及铸件加工车间,可为客户提供优良的模具及工装制作。真诚的服务,与朋友携手并肩向市场的和广度奋进。欢迎新老客户来电咨询。